

ISOVAL
INTEGRATED MANAGEMENT OF STEEL REFRACTORIES
To date, Basque steel mills have consumed more than 40,000 tonnes of magnesite in refractories each year. Half of it is lost in the production process and the other half becomes waste. By means of an internal improvement team, SIDENOR has managed to recover 60% of the annual 5,000 tonnes of used magnesite refractories through the reuse of refractory bricks, the production of new raw materials and external recycling. This has led to significant financial savings and international recognition, winning the award for the best process at the European Business Awards for the Environment, Spanish section. The expert team has detected additional possibilities for improvement that could increase the level of refractory recovery and transfer this knowledge to other Basque steel mills.
SIDENOR has led ISOVAL, a project in which REYMA, as a refractory manufacturer, and MARUGAN, as an external recovery firm, have also collaborated.
DRIVING FACTOR



 OBJECTIVES
OBJECTIVES
- Increase the internal refractory recovery rate from 60 to 75%.
- Analyse the direct use of used refractories with the appropriate geometry in new thermally demanding applications, such as false walls or repairs, but with less criticality than in their original applications.
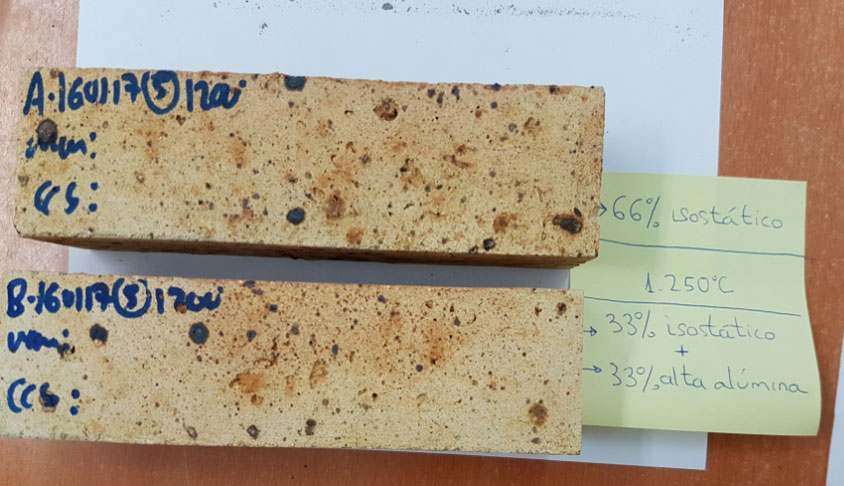
- Develop new refractory products incorporating isostatic waste, e.g. the crowning of ladles or repairs to shower chambers. There is currently no international solution and it is therefore a major technological challenge.
- Evaluate recycling alternatives for lower quality magnesites from the troughs.
 RESULTS
RESULTS
- Significant progress in the systematic recovery of waste from MgO-C and High Alumina refractories.
- Increase in the average life of the refractory used in steel ladles (MgO-C), reaching almost optimum levels of remaining brick thickness.
- Increased recovery of magnesia-carbon based refractory waste by 81%.
- Systematisation of the practice of recovering 2 rows of bricks from the ladles during the repair of the slag line.
- Production of banquete stone and other refractory products containing high percentages of such residue.
- Increased quantities of clean brick on MgO-C basis, with production of bulk recycled refractory remaining stable.
- 50% increase in the amount of High Alumina refractory destined for external recovery after the generation of new recovery points.
 CONCLUSIONS
CONCLUSIONS
- The recovery of isostatic refractory waste has been technically demonstrated. Although the characterisation of the concrete resulted in sub-standard values in terms of resistance (RCF), subsequent industrial tests have shown the applicability of the concrete developed in different operations.
- ISOVAL's environmental viability has benefited from the collaboration with external agents for high alumina-based refractory waste.
- The recovery route demonstrated with isostatic waste makes it possible to dispose of waste previously destined for landfill.
- All materials made from refractory waste have been used in non-critical applications, so that the safety of people and processes is ensured above all, as well as the quality of the steel products.
ENVIRONMENTAL
TECHNICAL
ECONOMIC
COMMERCIAL
ON THE MARKET